揭秘:古代曾侯乙编钟的制造秘诀

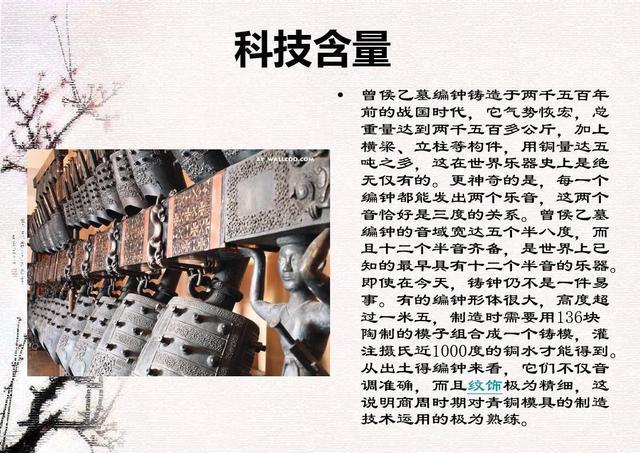
著名的曾侯乙编钟集中反映了春秋战国时期我国在音乐声学、乐律学、治金铸造、机械工程等方面的辉煌成就。全套编钟共65件(编钟64件,加楚王镈钟,共65件)。最大的一件高153.4厘米,重203.6公斤。是目前出土先秦编钟中最大的一件。全部编钟总重量2500多公斤,加上钟架横梁,钟架立柱等青铜构件,总用铜量达5吨之多。既是世界上已知最早具有十二个半音的乐器,也是世界上使用金属最多的乐器。

曾侯乙编钟图
一、铸钟的原料和技术
这套编钟是如何制作的呢?编钟的制作,首先要有原材料的准备,主要是充足的铜原料。在这套编钟的错金铭文上有这样的文字:曾侯乙乍(作)时(持)。表明编钟属于战国早期曾国一个名叫“乙”的国君。曾国在春秋战国时期只是一个屈服于春秋五霸、战国七雄,僻处一隅,资源缺少的小国,铜从何而来。原来,战国时期战火频仍,诸雄争战,曾国早已沦为楚国的附庸,而与楚国关系密切。在曾侯乙编钟中有一件楚王熊章镈钟,就是楚惠王赠送给曾侯乙的。在楚国广袤的土地上,物产丰盛。考古研究表明,今天湖北的大治、钟祥,当时都是采铜冶炼中心。位于随州的曾国铜的来源是不难解决的。

然后是技术力量的准备。我国商与西周时期青铜器均采用范铸法。湖北黄陂盘龙城是商代前期一个方国的城址,出土的精美铜器,如大铜鼎、铜斝(音甲、酒器)、铜爵等就采用了较高级的分范合铸工艺。表明长江中游地区商代的青铜铸造,就造诣较深,不亚于中原地区。就曾国而言,在京山苏家垅出土的曾中游父方壶等曾国铜器,造型庄重古朴,装饰华美,铸制精良,是我国西周青铜器中的皎皎者。同时曾国为姬姓诸侯国,与周王朝有家族血缘关系,而地处南方,因而对于北、南铸造技艺交流具有得天独厚的优越条件。曾国虽为小国,但在青铜铸造上具有较强的技术力量,亦是毫不奇怪的。
二、曾侯乙编钟的铸造难度
有了铜原料和铸造技术力量,仅是铸制曾侯乙编钟的前提条件。要制造由64件编钟组成的大型乐器——曾侯乙编钟,仅靠经验进行铸制难以想象,必须要制订完整、周密的设计与计划。

曾侯乙编钟计划构思图
在宏观设计上编钟作为乐器,整套钟必须在音律上构成完整的体系;对每一件钟的音乐性能和在整个音律体系中所起的作用都要有明确的规定,否则无法演奏。
在微观上,针对每一件钟,又有构型、音乐性能、几何尺寸、图案纹饰、错金铭文等等繁复的设计与安排。曾侯乙编钟在形制上分为甬钟与钮钟。现代对编钟几何尺寸的测绘,每件钮钟需测47个数据,每件甬钟有55个数据,全套编钟总计需测数据3300多个,而钟架、挂钩等还未计算在内。曾侯乙编钟的几何尺寸之间存在着有规律的比例关系,说明在铸制之先,就有较为精确的计算与设计。不谈实际铸造中的难度,只论全套编钟的构思、设计与准备,在2400年前就殊非易事。

古代铸造场景图
铸造专家们根据对曾侯乙编钟的检测,发现在编钟上范铸的痕迹如披缝等均历历在目。一般认为全部編钟都是组合陶范铸制,既采用了分铸、铸接工艺,也采用了分范合铸工艺,还使用了红铜铸镶工艺。上层钮钟共19件,使用双面陶范,钟体泥芯有定位泥质芯撑,使铸型装配简单可靠。今天观察,在舞部、钲部可见范铸痕迹。中层、下层甬钟共45件,形制最为复杂,铸造技术也最高超。下层甬钟形体最大,经X光透视,甬部中空,内部泥芯犹存,未发现芯撑遗痕。
专家认为下层甬钟的甬部与钟体是分开铸造的,先铸甬部,然后用铸接方式与钟体连接,即分铸法。下层大型甬钟的甬部表面还有精致美观的红铜纹饰。其工艺流程是先用红铜铸成片状纹饰,然后用泥制甬模,翻制成甬范,内部配泥芯,将片状红铜纹饰镶嵌入型腔内,形成甬部铸型。但还不能马上浇铸,因为型腔内安放的红铜纹饰片,传热快,可能使浇铸的青铜熔液骤然过冷,给成型造成困难。因此在浇铸背铜前还必须进行预热,然后浇铸。这种工艺,便是铸镶法。

制作钟体范的方法是用陶土制成两片半圆形钟模,然后将预先做好的,用分范或印盒法制成的钟面各部分纹饰模型,安置在钟模的相应部位。待干燥到具有一定强度、不致受压变形时,再用泥依钟模制成钟体铸范。经过脱模,加制范芯,形成钟腔。
所使用的泥分为两种,表面用细沙泥,使表面光洁,铸出的钟纹饰清晰干净。背面糊草筋泥以增加强度,防止形变或裂缝。下层甬钟是从钟口浇铸的。因此得先将已铸好的甬部埋入铸坑下部,上部安放钟体铸范和泥芯,使之成为完整的铸型。用木炭预热再进行浇注。从曾侯乙编钟金相分析,在浇铸后,还采用了延时脱范,利用铸型和青铜余热进行均匀退火,采取了改变金属组织、减少残余应力的工艺。据铸造专家的研究与统计,曾侯乙编钟甬钟铸型共使用了范、芯136块。

古代制作模具雕像图
使用如此数量众多的范、芯组合在一起形成铸型,铸成像曾侯乙甬钟这种器形复杂、纹饰丰美、尺寸相当精确的乐钟,就是在现代也是令人赞叹的。专家们认为曾侯乙编钟甬钟的铸造工艺使商周以来的范铸法得到了很大的发展。可以说最大限度地发挥了这一铸造方法的潜在能力,达到了惊人的技术水平。
三、关于曾侯乙编钟铸造的另一种看法
曾经有铸造史研究者对上述曾侯乙编钟采用复合陶范铸造提出了疑问。其最重要的根据之一是在编钟上通体遍饰倒钩状的纽纹,因而翻制成功后的花纹模板将无法在不损坏范面花纹的前提下脱模。进而提出了曾侯乙编钟采用熔模铸造工艺但并非“失腊法”的看法。由于蜡的强度差,形成后质地松脆,因此不可能制成像曾侯乙编钟下层甬钟那样器形复杂、形体巨大、纹饰精致的蜡钟模,故采用的是熔点低、具有较大强度、易于加工的铅为熔模材料。其工艺流程为:

(1)将钟体、钟甬、钟枚、钟舞盖按照范铸工艺分別制模翻出各范,形成铸腔,浇注熔化的铅,使之成为铸青铜钟所需的各部铅模。
(2)将两片凹形的平板状的钟体弯曲成合瓦形,依次采用镴焊(即低熔点金属焊接)将铅钟体以及铅钟甬、铅钟枚、铅钟舞盖连接成完整的铅钟模。
(3)对钟体和钟面上的复杂纹饰进一步镂刻加工,使之更为精细、清晰。因铅较软易于加工,使这一工序甚为简便。

古代制模雕像图
(4)以铅钟模为模具制作编钟泥范,同时在钟模内填制泥芯。阴干后,放入摄氏600度左右的炉内焙烧,使铅熔化,引漏出铅,便形成于完整的编钟空腔,再倒入融化的青铜,待冷却后,清除泥范和泥芯,便铸出了精美铜钟。
这种铸造工艺便是所谓“漏铅法”。对于曾侯乙编钟上的铸缝痕迹,则认为这是由于制作铅模时使用范铸,因而铅钟模上留有铸缝痕迹,而以铅钟模为模具制青铜钟铸范时也就复印在青铜钟范上了。于是铸出的青铜编钟上便留有铸缝,从而使人们误认为编钟由范铸产生。

现代范铸图
四、结语:
尽管复合范铸法和漏铅法两种工艺存在着重大的分歧,但不论采用何种工艺,曾侯乙编钟铸造在铸造史上的成就都是出类拔萃的。正是由于曾侯乙编钟铸造达到难以想象的完美,所以其铸造工艺,在今天的铸造技术和古代的铸造史上都具有重大的意义。


















 鲁公网安备37020202370208号
鲁公网安备37020202370208号